I noticed that my Y-axis cuts where not lining up as I went around a cylinder. I also noticed that turned parts where not always concentric to inner holes. After a little investigation I discovered that the headstock was not running true. In my case the tailstock and headstock where .032" out of alignment.
This page shows a simple method for aligning the spindle and tailstock. I will spare you the details of using Dial Test Indicators and mandrels.
The first thing I do is eliminate the play in the spindle. On machines with the Delrin bushings I have found there to be .020" to .030" of axial play in the spindle. I put a shim between the sheet metal of the headstock and the Delrin bushing. This modification is detailed on this page. This picture shows the shim installed.
![]()
I would think this is not required for those with the updated roller bearings in the headstock. Please let me know if this tip still applies.
Two simple tests show the problem rather quickly. A simple test can be made by installing a dead center in the spindle and sliding the tailstock up to the spindle. In a perfect world, the points would touch on the tips. Chances are they do not line up. But which one is off?

The other test that is simple to do is use a large face plate to check if the spindle is true in relation to the Y-axis. With the bed fully raised, slide the carrier tray up against the face plate and look down at the gap between the aluminum rails and the face plate. There should be no visible gap. This verifies that the router is parallel to the face plate. Rotating the spindle a quarter turn should prove true as well.

If both of these tests fail, try to align the spindle and tailstock using this simple method.
First we will align the headstock.
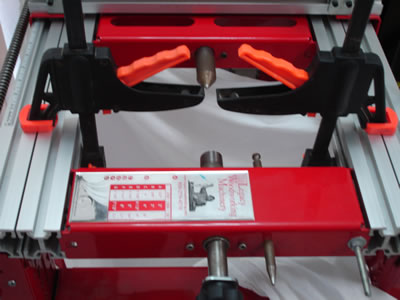
1. Start by leveling the bed to the upper rails. A simple trick is to use clamps to align the bed quickly. Lock the bed height screws and remove the clamps.
2. Next, install a large face plate at least 6" in diameter on the spindle. A large face plate can be made from a small face plate with a large MDF circle mounted.
3. Loosen all four screws that hold the spindle bushings in place.
4. Slide the carrier tray so it touches the face plate.
5. Using clamps, lock the face plate to the aluminum rail.

6. Tighten the four screws that hold the spindle bushings. A small Allen wrench is required for the screws closest to the tailstock.
7. Loosen the clamps and rotate the spindle 1/4 turn and check the alignment again. If it is not true, repeat steps 3-6.
At this point the spindle should be reasonably true in relation to the Y-axis.
Now let's align the tailstock to the spindle.
1. Loosen the two screws on the tailstock closest to the head stock that holds the Delrin bushing for the dead center.
2. Slide the tailstock up to the spindle so the point of the dead center is inside the spindle. Tighten the 1/4-20 socket head cap screws to prevent the tailstock from moving and use the cam clamp to apply light pressure on the spindle.

3. rotate the spindle a few times to make sure the tailstock is equally seated in the spindle. Tighten the two screws on the tailstock.
4. Slide the tailstock back and check the final alignment. Install a dead center in the spindle. Slide the tailstock back up to the headstock, and the two points should match up reasonably well. If not, try the above steps a second time.
Keep in mind this is a simple no measure procedure. The spindle to tailstock alignment should be within a few thousands of each other. Much better than the starting point.
To get the spindle aligned even further I would place a 18" long precision mandrel made from a turned, ground and polished steel rod about 1" in diameter that has been center drilled on each end. Mount that between centers and use a DTI to check for vertical and horizontal deviations and adjust accordingly. I feel this is a bit over kill for us wood workers and the capabilities of the equipment to hold such close repeatable tolerances. I will leave the suggestion up to you to pursue further if you wish.
Disclaimer: I am not associated with Legacy Woodworking or Phantom Engineering.
I cannot be held responsible for the information provided on this page. It works for me but your results may vary.
If you have any question or comments, please feel free to email me. Tim
Web Page created 5-21-10 All right reserved.